
Представьте себе ситуацию: вы запустили партию из тысячи шестерен для трансмиссии тяжелого грузовика. Все они выглядят идеально. Но через месяц эксплуатации одна из них трескается. Результат - простой линии, репутационные потери и огромные расходы на отзыв продукции. В машиностроении цена ошибки измеряется не только деньгами, но и безопасностью людей. Именно поэтому вопрос «как убедиться, что деталь годна?» стоит острее, чем где-либо еще.
Контроль качества (КК) - это не просто финальная проверка перед упаковкой. Это система фильтров, которая работает на каждом этапе создания изделия. Сегодня мы разберем конкретные методы, которые используют инженеры и технологи, чтобы гарантировать безупречность продукции. Мы пройдем путь от простых инструментов до сложных цифровых решений.
Визуальный контроль: первый рубеж обороны
Начнем с самого очевидного. Визуальный контроль кажется примитивным, но он остается одним из самых частых методов обнаружения дефектов. Около 60-70% всех браков выявляются именно глазом или с помощью оптических приборов. Речь идет о царапинах, коррозии, неправильной сборке или наличии загрязнений.
Человеческий глаз несовершенен. Усталость, плохое освещение или субъективность оператора могут привести к ошибкам. Поэтому современный визуальный контроль редко обходится без помощи:
- Луп и микроскопов: Для проверки микроцарапин и состояния поверхности сварных швов.
- Освещательного оборудования: Специальные лампы под углом позволяют увидеть неровности, невидимые при обычном свете.
- Эталонных образцов: Оператор сравнивает деталь с «идеальным» и «бракованным» образцом, чтобы быстро принять решение.
Этот метод дешев и быстр, но его надежность зависит от квалификации персонала. Он отлично подходит для сортировки явного брака, но бесполезен для внутренних дефектов материала.
Размерный контроль: когда важна каждая микронная доля
В машиностроении детали должны собираться как пазл. Если вал диаметром 50 мм окажется 50,01 мм, а отверстие в корпусе - ровно 50 мм, узел просто не соберется или будет работать с задирами. Здесь на сцену выходит размерный контроль.
Традиционные инструменты, такие как штангенциркули и микрометры, все еще актуальны для цеховых измерений. Однако они требуют ручного ввода данных и подвержены человеческой ошибке. Современное производство использует более точные технологии:
| Метод | Точность | Скорость | Применение |
|---|---|---|---|
| Штангенциркуль/Микрометр | ±0.01 мм | Высокая | Быстрая проверка на станке |
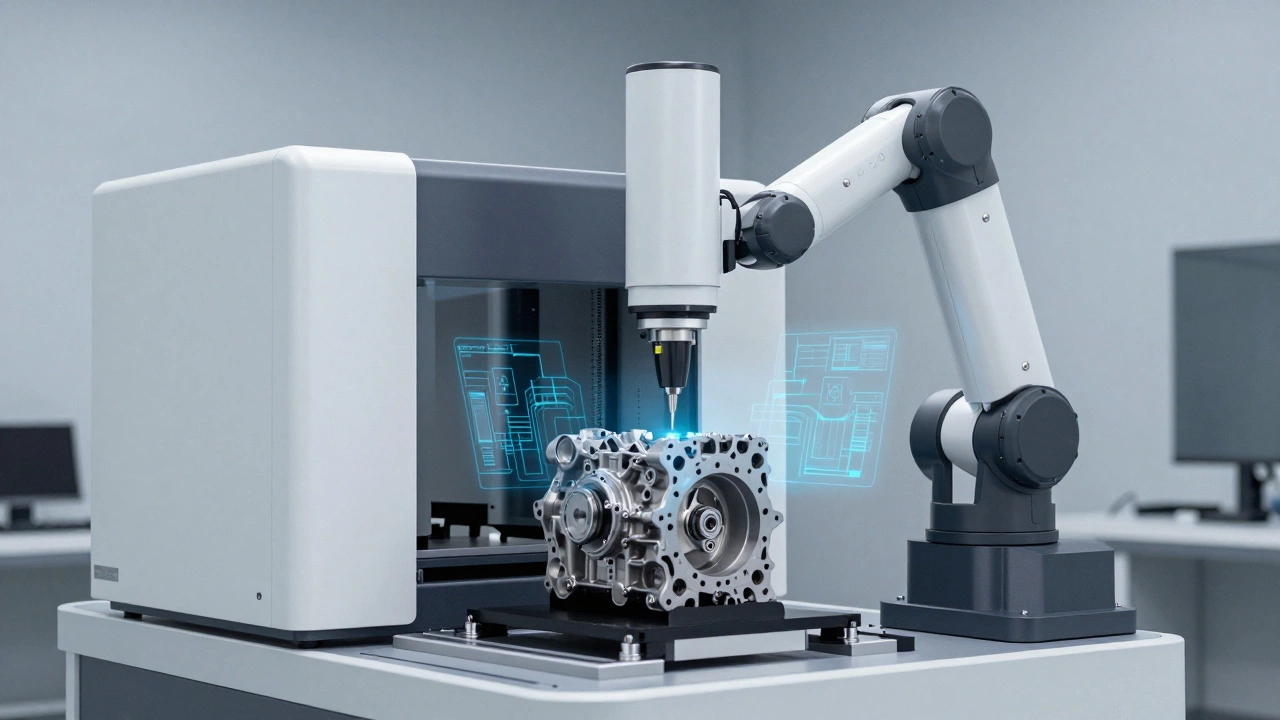
| Координатно-измерительная машина (КИМ) | ±0.001 мм и выше | Средняя | Полный контроль геометрии сложных деталей |
| 3D-сканирование | ±0.02-0.05 мм | Высокая | Сравнение с CAD-моделью (облако точек) |
Координатно-измерительная машина (КИМ) - это золотой стандарт метрологии. Она сканирует поверхность детали стержневым зондом и строит ее точную цифровую модель. Затем эта модель накладывается на чертеж (CAD). Система автоматически показывает отклонения цветом: зеленым - норма, красным - брак. Это исключает субъективность оператора.
Недеструктивный контроль (НК): заглядываем внутрь без разрушения
Что делать, если дефект находится внутри металла? Например, микротрещина в сварном шве несущей конструкции моста или пузырь газа в литом блоке двигателя. Разрушить деталь нельзя, так как она нужна в работе. Здесь применяются методы неразрушающего контроля (НК).
Существует несколько основных технологий НК, каждая из которых эффективна против своего типа дефектов:
- Ультразвуковой контроль (УЗК): Использует высокочастотные звуковые волны. Если волна встречает препятствие (трещину или пустоту), она отражается обратно. Прибор фиксирует время отражения и глубину залегания дефекта. Идеально для толстостенных изделий.
- Радиографический контроль (РК): Аналог рентгена. Деталь просвечивают рентгеновскими лучами или гамма-излучением. На пленку или цифровой датчик попадает изображение внутренней структуры. Показывает поры, включения шлака, непровары.
- Магнитный контроль (МК): Работает только с ферромагнитными материалами (сталь, железо). Деталь намагничивают, а на поверхность посыпают магнитным порошком. В местах трещин магнитное поле искажается, и порошок скапливается, четко outlining контур дефекта.
- Капиллярный контроль (Пенетрантный): На поверхность наносится специальный красящий раствор, который проникает в микротрещины. После удаления излишков и нанесения проявителя дефекты становятся видимыми. Подходит для любых материалов, но только для поверхностных дефектов.
Выбор метода зависит от материала, толщины стенки и типа ожидаемого дефекта. Часто комбинируют несколько методов для максимальной уверенности.
Статистическое управление процессами (SPC): контроль до возникновения брака
Все предыдущие методы - это реактивный контроль. Мы проверяем деталь после того, как она уже сделана. А что, если предотвратить брак вообще? Этим занимается статистическое управление процессами (SPC).
Суть SPC проста: мы не проверяем каждую деталь, а отслеживаем параметры процесса в реальном времени. Например, температуру печи, давление гидравлики или скорость подачи инструмента. Данные собираются автоматически и наносятся на контрольные карты.
Если параметр начинает уходить за пределы установленных границ (даже если деталь пока еще годная), система подает сигнал тревоги. Инженер корректирует процесс до того, как появится брак. Это переход от «выбраковки» к «предотвращению». В современном производстве SPC интегрирован с системами MES (Manufacturing Execution Systems), что позволяет анализировать тысячи параметров в секунду.
Цифровой контроль и искусственный интеллект
Мы живем в эпоху Industry 4.0. Контроль качества становится все более автоматизированным и интеллектуальным. Компьютерное зрение и машинное обучение меняют правила игры.
Камеры высокого разрешения установлены над конвейером. Они делают снимки каждой детали со скоростью десятки кадров в секунду. Алгоритмы нейронных сетей анализируют эти изображения, обучаясь на тысячах примеров брака и годных изделий. Система может заметить едва заметную царапину или перекос, которые пропустил бы уставший оператор.
Преимущества такого подхода:
- 100% контроль: Можно проверять каждое изделие, а не выборочно.
- Объективность: Робот не устает, не отвлекается и не имеет настроения.
- Аналитика: Система не просто отсеивает брак, но и подсказывает причину. Например: «В 80% случаев сегодня появляются царапины на деталях, обработанных станком №3 в утреннюю смену».
Это требует инвестиций в оборудование и ПО, но окупается за счет снижения затрат на переделку и гарантийные обязательства.

Как выбрать правильный метод?
Нет универсального рецепта. Выбор стратегии контроля качества зависит от нескольких факторов:
- Критичность детали: Для болта крепления крышки лючка достаточно визуального контроля. Для лопатки турбокомпрессора самолета требуется полный комплекс НК и размерный контроль КИМ.
- Объем партии: При серийном производстве выгоднее настроить автоматический контроль (компьютерное зрение, датчики). При единичном производстве эффективнее ручной контроль экспертом.
- Стоимость ошибки: Чем дороже последствия отказа, тем дороже можно позволить себе контроль.
- Требования стандартов: Многие отрасли (авиация, медицина, нефтегаз) имеют жесткие регламенты по обязательным методам контроля.
Лучшая стратегия - комбинированная. Используйте SPC для предотвращения отклонений процессов, автоматический визуальный контроль для отлова явного брака на линии и выборочный НК/размерный контроль для верификации критических параметров.
Заключение
Контроль качества в машиностроении - это не бюрократия, а инструмент выживания бизнеса. Современные методы позволяют не только находить брак, но и понимать причины его возникновения. Переход от ручных измерений к цифровым решениям и статистическому управлению процессами снижает риски и повышает конкурентоспособность предприятия. Главное - внедрять эти методы системно, а не хаотично, начиная с анализа своих самых болезненных точек.
Какой метод контроля самый надежный?
Наиболее надежным считается комбинация методов. Для внешней геометрии это координатно-измерительные машины (КИМ), для внутренних дефектов - ультразвуковой или радиографический контроль. Однако самой надежной стратегией является превентивный контроль через SPC, который предотвращает появление брака вовсе.
Что такое неразрушающий контроль (НК)?
НК - это совокупность методов проверки свойств материалов и изделий без их повреждения. К ним относятся ультразвук, рентген, магнитный и капиллярный контроль. Эти методы позволяют обнаружить внутренние трещины, поры и другие дефекты, сохраняя целостность детали.
Зачем нужен статистический контроль процессов (SPC)?
SPC позволяет контролировать стабильность производственного процесса в реальном времени. Он помогает выявить тенденции к ухудшению качества до того, как будут произведены бракованные детали, экономя ресурсы на переделку и утилизацию.
Можно ли полностью заменить человека автоматикой в контроле качества?
В массовом производстве автоматика (компьютерное зрение, датчики) заменяет человека практически полностью, обеспечивая 100% контроль. Однако для сложных уникальных деталей, настройки оборудования и интерпретации сложных результатов НК все еще требуется участие квалифицированных инженеров и технологов.
С чего начать внедрение системы контроля качества на заводе?
Начните с аудита текущих процессов и выявления «узких мест», где чаще всего возникает брак. Внедрите четкие стандарты операционных процедур (SOP) для операторов, обеспечьте базовый инструментальный контроль и постепенно добавьте элементы статистического мониторинга ключевых параметров.