
Многие до сих пор думают, что качество - это когда деталь просто «подошла» по размеру. На самом деле, это сложная система, которая должна работать на каждом этапе: от выбора сплава металла до финальной упаковки. Если вы надеетесь, что ОТК (отдел технического контроля) в конце конвейера отловит все косяки, вы уже проиграли. Качество нельзя «вставить» в продукт в конце, его нужно встраивать в процесс с самого начала.
Основные тезисы
- Брак стоит в разы дороже, чем внедрение системы контроля.
- Стандартизация позволяет масштабировать бизнес без потери надежности.
- Качество напрямую влияет на LTV (пожизненную ценность) клиента и стоимость бренда.
- Современное машиностроение невозможно без автоматизированных систем измерения.
Почему «и так сойдет» больше не работает
Раньше заводы могли позволить себе определенный процент брака, потому что конкуренция была низкой, а требования к точности - щадящими. Сегодня всё иначе. Когда вы работаете с допусками в несколько микрон, любой перекос в температуре в цеху или износ резца на станку приводит к тому, что деталь превращается в дорогой кусок металлолома.Здесь в игру вступает управление качеством и систематический подход к обеспечению соответствия продукта установленным требованиям. Это не просто проверка линейкой, а управление всеми факторами: сырьем, оборудованием, квалификацией персонала и даже влажностью воздуха в помещении.
Если вы игнорируете этот процесс, вы получаете «скрытые затраты». Это те деньги, которые уходят на переделку деталей, оплату гарантийных случаев и бесконечные извинения перед заказчиком. В реальности стоимость исправления ошибки на этапе эксплуатации может быть в 100 раз выше, чем если бы эту ошибку заметили на этапе проектирования.Деньги и экономика качества
Давайте разберем конкретный пример. Завод производит валы для промышленного оборудования. Стоимость одного вала - 50 000 рублей. Если деталь с браком обнаружили на стадии финальной проверки, вы теряете стоимость материала и время работы станка (допустим, 20 000 рублей). Но если этот вал установили в станок клиента, и он лопнул через неделю работы, вам придется:- Оплатить выезд инженера на объект.
- Заменить деталь бесплатно.
- Возместить простой производства клиента (который может стоить миллионы в час).
- Потерять контракт на следующие годы.

Инструменты, которые спасают производство
Чтобы не гадать, почему детали выходят кривыми, используют конкретные методологии. Одной из самых мощных является Six Sigma (Шесть сигм) - метод, направленный на минимизацию вариативности процессов для достижения почти идеального качества. Если ваш процесс работает по «Шести сигмам», это значит, что на один миллион изделий приходится всего 3,4 дефекта. Для обычного цеха с ручным контролем такая точность недостижима.Другой важный стандарт - ISO 9001, международный стандарт системы менеджмента качества, который определяет требования к документации и процессам. Это не просто «бумажка для тендера», а каркас. Он заставляет компанию записывать, как она работает, и анализировать, почему что-то пошло не так.
| Критерий | Реактивный контроль (ОТК) | Проактивное управление (TQM) |
|---|---|---|
| Цель | Найти брак в готовом продукте | Предотвратить появление брака |
| Ответственность | Специалист по качеству | Каждый сотрудник на месте |
| Стоимость | Высокие потери на переделках | Инвестиции в обучение и оборудование |
| Результат | Продукт «приемлемого» качества | Постоянное улучшение продукта |
Человеческий фактор и культура «Кайдзен»
Можно купить самые дорогие станки с ЧПУ из Германии, но если токарь решил «срезать угол», чтобы быстрее закончить смену, качество рухнет. Поэтому управление качеством - это еще и психология.Японцы внедрили понятие Kaizen (Кайдзен) - философия непрерывного совершенствования всех аспектов деятельности предприятия. Суть в том, что любой рабочий может предложить идею, как улучшить процесс. Если оператор заметил, что заготовка постоянно смещается из-за плохого зажима, он не просто ругается, а предлагает изменить конструкцию зажима.
Когда люди чувствуют ответственность за конечный результат, количество ошибок падает. В противном случае сотрудники воспринимают контроль качества как «врага» или «надзирателя», что приводит к скрытию брака. А скрытый брак - это мина замедленного действия.
Технологический стек современного контроля
Сегодня ручной штангенциркуль - это база, но для серьезного машиностроения нужны более точные инструменты.На первый план выходят ККМ (Координатно-измерительные машины) - высокоточные приборы для измерения геометрических параметров деталей с помощью щупов. Они позволяют создать цифровую карту детали и сравнить её с 3D-моделью из CAD-системы с точностью до микрона.
Также активно внедряется SPC (Статистическое управление процессами). Это когда вы не просто измеряете деталь, а строите график отклонений в реальном времени. Если точка на графике начала «ползти» в сторону границы допуска, вы останавливаете станок до того, как деталь станет бракованной. Это и есть настоящий переход от контроля к управлению.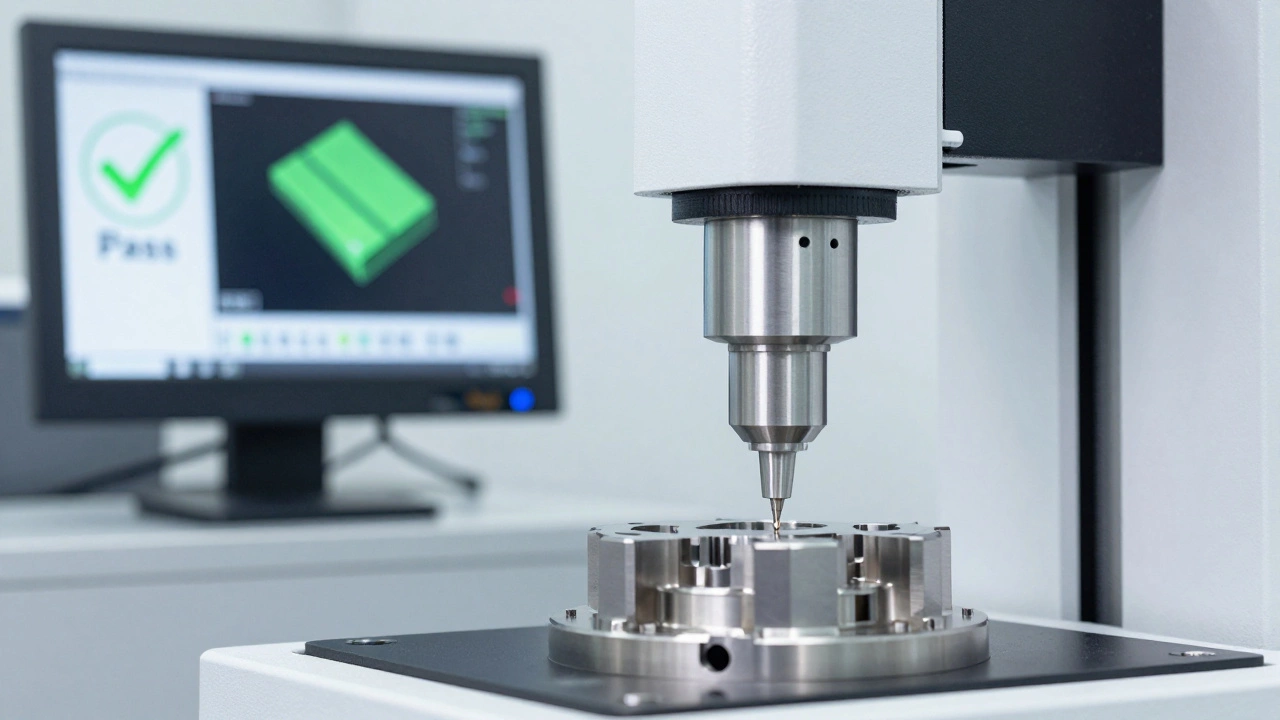
Как начать внедрять культуру качества, если всё «горит»?
Если вы руководите производством и видите, что брак растет, не пытайтесь сразу внедрить все стандарты ISO. Начните с малого:- **Картирование процессов.** Распишите путь детали от закупки металла до отгрузки. Где чаще всего возникают ошибки? В 80% случаев проблема кроется в двух-трех критических точках.
- **Анализ корневых причин (Root Cause Analysis).** Вместо того чтобы кричать на рабочего, используйте метод «5 почему». Почему деталь кривая? Потому что заготовка сместилась. Почему сместилась? Потому что износился прижим. Почему износился? Потому что его не меняли по графику. Почему не меняли? Потому что нет графика ТО. Вот ваша настоящая проблема.
- **Визуальный менеджмент.** Сделайте так, чтобы любой человек в цеху видел, идет ли процесс по плану. Используйте доски с показателями брака за смену. Когда цифра висит перед глазами, игнорировать проблему сложнее.
Риски игнорирования стандартов
Если компания решает сэкономить на качестве, она фактически берет кредит под огромные проценты. В краткосрочной перспективе прибыль растет (меньше затрат на контроль, выше скорость выпуска). Но в долгосрочной перспективе наступает «кризис доверия».В машиностроении репутация строится десятилетиями, а теряется за одну поставку бракованных узлов. Крупные заказчики, такие как авиационные или автомобильные концерны, проводят аудит поставщиков. Если они увидят, что у вас нет прослеживаемости деталей (вы не знаете, из какой плавки стали сделан конкретный болт), вам просто закроют доступ к контрактам.
В чем разница между контролем качества и управлением качеством?
Контроль качества - это поиск ошибок в уже готовом продукте (реактивный подход). Управление качеством - это создание такой системы процессов, при которой ошибки просто не возникают или обнаруживаются на самом раннем этапе (проактивный подход). Контроль - это фильтр, управление - это настройка всей системы.
Не слишком ли дорого внедрять ISO 9001 для небольшого цеха?
Сертификация стоит денег, но стоимость отсутствия системы обычно выше. Ошибки в чертежах, переделка деталей и возвраты от клиентов сжирают гораздо больше ресурсов, чем оплата аудитора и написание регламентов. Для малого бизнеса важнее внедрить саму логику стандарта, чем получить красивый сертификат.
Как Six Sigma помогает в реальном производстве?
Метод позволяет найти «шумы» в процессе. Например, если диаметр отверстия гуляет, Six Sigma помогает понять, виноват ли в этом износ инструмента, колебания температуры в цеху или разная жесткость заготовок. Устраняя причину вариативности, вы получаете стабильный результат без лишних проверок.
Что такое прослеживаемость и зачем она нужна?
Прослеживаемость - это возможность отследить историю детали от конечного изделия до конкретного рулона металла или партии сырья. Если в поле произошла авария, прослеживаемость позволяет быстро понять, какие еще детали из этой же бракованной партии ушли другим клиентам, и отозвать их до того, как случится новая беда.
Может ли автоматизация полностью заменить отдел качества?
Нет. Автоматика (датчики, ККМ, компьютерное зрение) может мгновенно находить отклонения, но она не может анализировать причины и принимать решения по улучшению процесса. Роль специалиста по качеству смещается от «проверяющего» к «аналитику-оптимизатору».